
YOU ARE HERE >
HOME >
DIAMOND TOOLS
The development direction of diamond tools in the natural stone and civil engineering industries
Publish Date:2020-05-27
The development direction of the cutting part of diamond tools, one focuses on its role in the processing process, and the other focuses on its materials (diamond and metal powder) and their performance.In order to meet the ever-changing environmental and economic requirements, new metal powders in the diamond joints newly introduced into the market can partially replace cobalt.
Abstract: Metal-bonded diamond tools were introduced in the natural stone and civil engineering industries for processing decades ago. Undoubtedly, their use has brought revolutionary changes to material removal and increased processing productivity. However, although tool performance has improved significantly However, the main factor limiting the widespread use of diamond tools is the high price. Therefore, it is particularly important to fully understand the principle and grinding performance of turning. It is true that one can predict the best processing conditions, but the grinding process Cutting knowledge is the most basic condition to achieve the best machining size and improve diamond performance. This article gives a brief overview of the processing principle and related tool and process design. Considering the stone and civil engineering industry, some diamond tool development directions are also done. Briefly described.
1.Introduction
In the natural stone industry and related industries, diamond tools are widely used for cutting operations. One of the most widely used processing methods of diamond tools is called "saw cutting", which is not only widely used in the field of stone, but also widely used in civil engineering. Engineering. Therefore, the rotary tools are used in the processing conditions of these industries. Diamond materials are also used in other processing in this field.
2.Cutting principle
Diamond tools are used to process the material to shape the diamond cutting end. This phenomenon occurs when cutting all materials. In cutting stone, there are some outstanding features. First: Although the term "saw cutting" is widely used, the starting operation is grinding. Process: The cutting edge is segmented with a single geometric model to obtain two objects. The processing model is as shown in Figure 1.
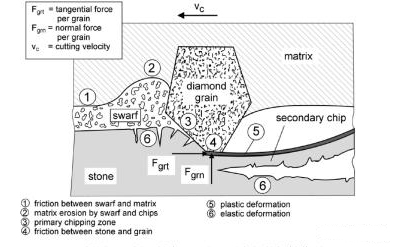
The factors that directly or indirectly affect the diamond cutting process model are:
1).Physical material properties of stone, such as particle size and strength
2).The force between diamond and material
3). Tension distribution in stone
4).Tool temperature of workpiece contact surface:
Deformation at the cutting edge due to the elasticity of the plastic workpiece
Stone and diamond friction
Friction between stone and substrate
Friction between cutting debris and substrate
In the front part of the diamond particles during processing, tension is caused by tangential forces. In this area, chips are generated due to stretching and pressure. This mode is called the formation of the initial diamond cutting end. Cutting debris passes through the groove in the front The groove and the middle of the particles overflow.
During the cutting process, the stone shows the expansion and contraction properties to increase the maximum tension, and the most important thing is to achieve the minimum cutting thickness. The material removed is deformed due to the pressure derived from the lower part of the diamond. After the diamond particles consolidated on the tool are removed, elasticity will appear The recovery phenomenon, resulting in critical stress, leading to the breaking of the hard shape. The pattern caused by the tensile pressure is named the formation of the second diamond chip tip. The result of the cutting process is a large number of chips that cool the machining process. effect.
3.Stone cutting tools
During the processing of large natural stones, large stones are processed into modular profiles, such as ceramic tiles. Today, circular diamond tools are mainly used for processing (see Figure 2 of the example). These diamond tools have two major parts: a steel Heart and accessories.
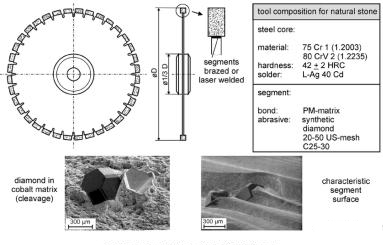
Tool design and appropriately related turned part dimensions are common sense and tools, and the experience of the user and the end user need to be carefully considered.
3.1 Steel core
The material of the steel core uses different steel grades, and it is necessary to consider connecting different parts by brazing or laser welding. The steel cores are relatively hard and have a fracture resistance of 43 to 45HRC (HRC: High-Rupturing Capacity, (Hardness) .Usually, steel core parts need to be laser cut or milled at the end of forming. Holes need to be honed at the end because they can get a smooth appearance with the smallest error. The most important point is the finest (the smallest variable is positive Minus 0.01 mm) exceeds the total geometric shape. These technical requirements require the use of a special grinding machine. In order to avoid tool chatter during the cutting process, the residual stress of the tool is treated by heat treatment or mechanical treatment of the center of the blade (tension (Adjustment). Parallel head sets must be treated in a similar way to ensure that the actual blade usage can exceed the tool's service life.
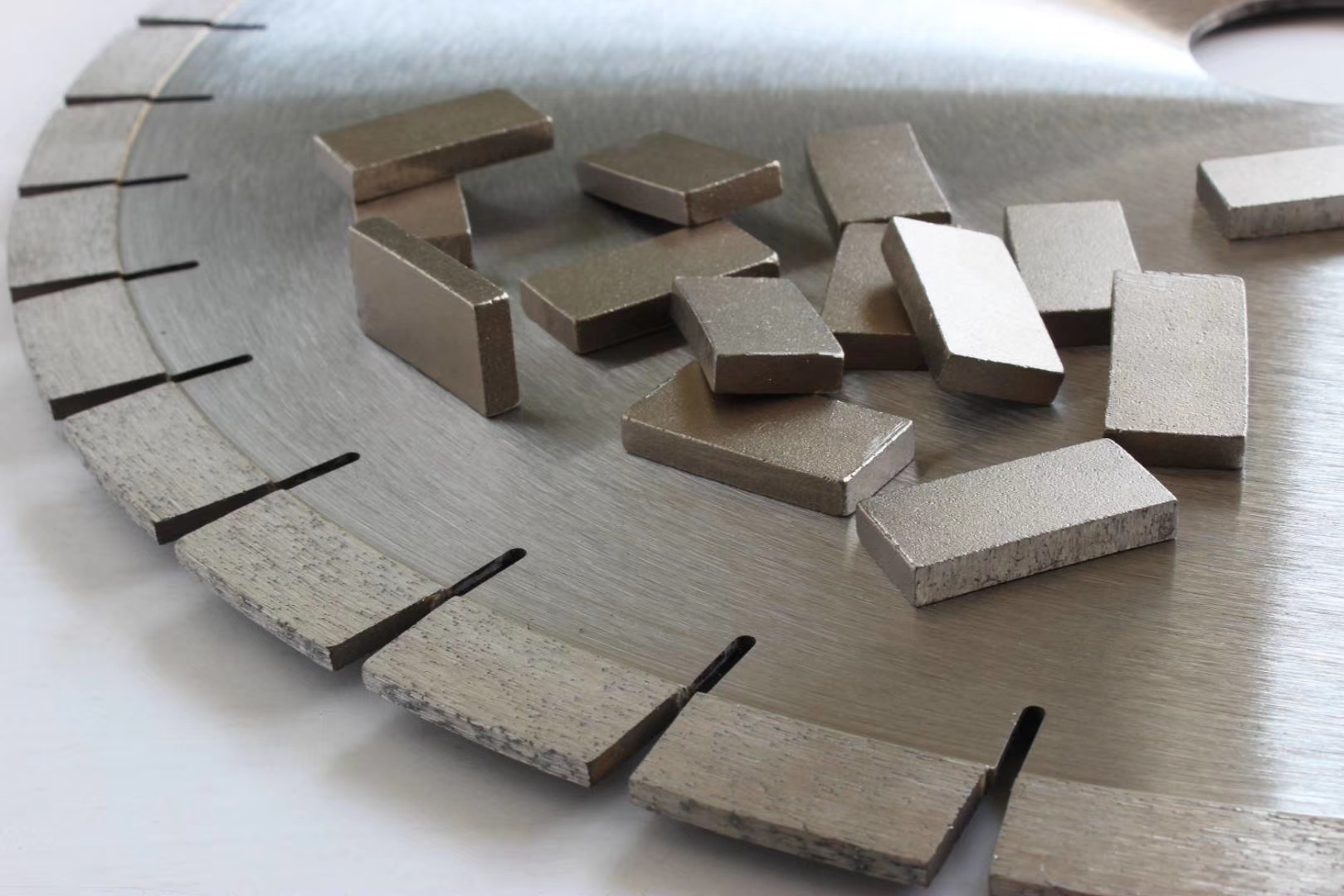
3.2 Cutting section design
The cutting part is brazed or laser welded on the steel core. The wear resistance of the substrate is to adjust the wear resistance of the diamond: if the substrate grinding speed is too fast, the diamond grinding performance cannot be fully exerted; if the substrate grinding speed Slower than diamond, the cutting edge and substrate space will continue to decrease. If the above situation occurs, chips will not be discharged in time, and the cutting section will continue to lose cutting performance. Therefore, relatively soft substrates can be used for higher hardness Stone processing, such as: granite. In general, the soft matrix can also retain excellent diamond.
The development direction of the cutting part of diamond tools, one focuses on its role in the processing process, and the other focuses on its materials (diamond and metal powder) and their properties. The cutting part technology including diamond mainly uses hot isostatic pressing, and finally It will be called green and environmentally friendly prefabricated casting parts. In recent years, a new technology has come out: using non-forging hot sintering technology to process tools, this excellent new technology is called "cold pressing sintering". Compared with the hot isostatic pressing process, this new technology has some outstanding advantages, including even the intermediate frequency hot pressing sintering process. Cold pressing sintering can maximize the closed-cell porosity performance of metal powder. Another unique feature of cold pressing sintering The aspect is that the diamond capacity decreases after cooling or (shrinking) during the cutting process, and the diamond particles will penetrate into the cutting part. As the density of the sintered part increases, the diamond capacity shrinkage will gradually decrease, so the grinding particles will be partially exposed, which can Achieve normal grinding without wearing the tool itself.
Examining the latest technological developments of diamond particles and substrate materials, diamond tools will use titanium or chromium to coat high-quality diamond particles and use low-cobalt wear-resistant bonding materials to connect. Today's diamond coating technology has successfully achieved the control of diamond materials on the substrate.
In order to meet the ever-changing environmental and economic requirements, new metal powders in the diamond joints introduced in the market can partially replace cobalt. These new metal powders are close to pure cobalt in performance. They are ultra-fine alloy powders, and each abrasive particle consists of three basic types. Metal (copper, iron and cobalt) composition. After sintering, the metal powder presents a single ultra-fine microstructure. The most special aspect is that these metal powders are compatible, and the performance of diamond tools will be greater when combined with diamond and coated diamond. Increase in amplitude.
4.Diamond tool wear resistance
Affected by the mineral composition of the stone, the wear resistance index of the diamond joint is determined by the composition of the cutting part and the processing parameters. For the technical application discussed above, the wear resistance of the joint part is the wear resistance of the substrate on the one hand, and diamond on the other hand Abrasion resistance.
One kind of grinding process: due to the high-level stone processing machinery and the processing process, especially under the condition of thermal stress load grinding, the stone grinding process will affect the diamond particles. On the other hand, debris is accumulated in the middle of the abrasive and the matrix Joint wear occurs. Both processing methods will affect the wear resistance and processing results of the tool.
The tool wear caused by debris depends on the composition of the stone. Unlike cutting tools, particles composed of debris include deep rocks with deformed and smaller particles. During the cutting process, the rupture of the sedimentary rock is close to the bottom of the diamond particles. Mainly because of the low strength of the tool binding material. Small pieces and high hardness stone chips will appear after the cutting process. In this example, the diamond particles are less abrasive than the highly abrasive stone chips. It is only that the wear rate of the diamond tool substrate has increased significantly.
4.1 Diamond grinding
The impact of grinding mode on diamond particles is divided into the following four forms:
1.Bonded grinding: Diamonds come into contact with the stone surface and the particles break;
2.Friction grinding: very hard stone particles scratch the diamond surface;
3.Diffusion grinding: A chemical reaction between the workpiece and the diamond surface will reduce the strength or hardness of the diamond;

The above investigations study that the grinding of bonding and diffusion is not the most significant in the processing of stone. The main reason for the cracking and friction of diamond is the occurrence of grinding, which results in the reduction of diamond particles. Under the condition of cutting homogeneous stone at a low speed, The diamond particles will be ground into a flat shape. In the high-speed downward cutting method, a hardness stone is processed, and the diamond will be broken due to the impact load.
The characteristics of diamond grinding under ordinary conditions are described by Schultz (transliteration), which proves two different grinding states: smooth and grained.
Grinding a plane
Bursting out abrasive particles
Flattening diamond particles is due to the high thermal load on the tip of the particles, and at the same time, mechanical shock cannot cause them to break, for example: the surface of the diamond particles is too small or the cutting speed is too low. Diamond diamond fracture requires a certain diamond particle area or cutting speed to produce mechanical impact.
4.2 Grinding of the substrate
In addition to the wear of diamond particles, the cooled grinding debris and stone particles can attack the bond. Considering the cutting of stone, the bonding material needs to be carefully selected. In addition, the substrate grinding is divided into the following two cases:
If the substrate is ground too quickly, the machining capacity cannot be fully exerted before the diamond particles have been exposed.
If the substrate is ground more slowly than diamond, the gap between the cutting edge and the substrate will be reduced. Debris cannot be better discharged, and the composite subsequently loses its cutting ability.
Matrix grinding is typically characterized by the ring shape of the front of a single crystal abrasive grain. Except for diamond particles, the matrix rarely wears, so the end of the bond is formed, so the diamond is maintained in the bond during processing.
4.3 Influence of processing parameters and motion
The material movement rate is usually limited by the maximum thermal and mechanical load that diamond can bear. The load that diamond can withstand is affected by processing parameters. As a material removal rate for a workpiece, the following processing environment conditions need to be considered:
ae: a is the huge cutting depth and e is the area of the positive contact surface of the abrasive particles. Because of the huge contact depth, the thermal load on the diamond tip will increase.
vft: v is the feed rate, and ft is the area of the front of the abrasive grain. This symbol indicates the thermal load of the diamond.
vc: v is the grinding speed, c is the thermal load on the tip of the diamond particles. The positive contact surface of the diamond particles becomes smaller and smaller, but the mechanical shock pulse becomes shorter and more obvious when the abrasive particles are initially removed.
In addition to the processing parameters, there will also be an impact in the machining movement. If the upper and lower cutting mode is used during the processing, the initial contact surface of the single crystal particles can reach the maximum particle tip thickness . On the contrary, when the upper and lower modes are maintained, the processing The thickness of the diamond particles increases to a maximum value. In this condition, the tensile deformation of the diamond particles mainly occurs at the initial stage, and it is best suited for the thickness of the tip of the particles to be reached and formed. The cutting characteristics of the upper and lower cutting modes will have very different grinding characteristics. In the lower cutting process, taking into account the type of abrasive and bonding agent, and like diamond fracture or exposure, high mechanical shock pulses will appear. In the upper cutting mode, the diamond tip thickness increases from zero to the maximum, and only the diamond tip contacts at the beginning. The stone will eventually touch the stone with ground and flat diamond particles.
5.Processing design and optimization technology
In a series of different experiments, the diamond did not achieve the best performance or the most satisfactory results at the end of the cutting process. In these experiments, the mismatched tools, turning processing and process design are factors that need statistics, and the system The processing method needs to be considered, as well as all the survey data related to the processing process. The measurement and analysis of material properties, processing strength, temperature and vibration are the first-hand information for improving tools and machine tools . Yes, the mechanical and thermal loads on the workpiece-to-workpiece contact surface need to be considered in detail. These aspects depend not only on the processing parameters, but also the occurrence of cutting and vibration of the same level of material during processing.
In order to achieve basic research on weak points, tool performance can be successfully improved. These studies are most necessary to improve tools and machine tools. In order to obtain the grinding knowledge of diamond tools, people need to investigate the changes in the substrate and diamond grinding. In order to get machining For the parameters and the best performance of tool parts, the processing personnel must have knowledge of the grinding process, including the many effects on diamonds and bonds during the cutting process. For these investigations, of course, it is also necessary to consider reducing the cost of purchasing expensive tools. In general, in order to obtain a satisfactory tool, it needs to have the characteristics of high vibration stability of the blade and the best grinding resistance.
To achieve these goals, on the one hand, we need to use pattern analysis methods to improve the vibration characteristics of machine tools and tools. For material results, these results can avoid increasing the vibration intensity at strict cutting speeds. On the other hand, feed when improving production efficiency The speed should be as high as possible. The grinding rate can be used to improve the dynamic stability of the insert and change the thermal and mechanical load of the diamond particles, but reduce the frontal area and tangential force of the diamond particles. To achieve such a suitable Balance: The machining intensity and grinding volume can be achieved under different turning conditions.
In addition, lathe components such as the lathe structure, spindle drive mechanism, beams and bearings need to be inspected and improved or meet the necessary requirements.

6.Summary and Outlook
For the cutting summary and outlook of the natural stone diamond tool application in this article, it is a complex system described by a set of different influencing factors. In addition, if you want to explain the above part, you need to consider the basic processing process (emphasis is on (Grinding process) and all relevant features and related methods needed to solve problems in cutting applications. In most examples, this systemic method is only used to find weak points as much as possible, rather than considering only one problem.
Diamond wire saw advantages
Since the diamond wire sawing process was developed and applied to the mining of natural stone in the 1970s, it has had a significant impact in the construction industry, especially in the removal and correction of building structures. The growth of the wire sawing process has been mainly It is because it reduces costs.In addition to increasing the cutting speed and leaving a clear, smooth, and flat cutting surface, it can correspondingly save and reduce equipment power, labor costs, and reduce excessive cutting volume, noise and dust pollution.
Due to the use of high-strength 30/40 American-purpose synthetic diamonds, the tool design has been successfully improved and perfected to make the cutting sharp, increase the sawing speed, thereby reducing the time required for sawing engineering, and improving sawing efficiency.
In addition, in order to improve the overall performance of the tool, an optional braze bonding agent series is used. Compared with conventional sintered beads, this technology can better control the overall distribution of diamond on the bead and its wear rate. Medium diamond has a higher protruding height, so it tends to use high-strength diamond
Classification of small and medium-sized stone impregnated saw blades
Only in the mid-1980s, dia 110mm to 400mm diameter impregnated diamond blade dry cutting saw blades and continuous saw blades were used, which can be used for sawing and grooving of materials without additional cooling measures. This is mainly due to the cutting of the knife. The head is laser welded to the saw blade substrate, and the technical performance of the saw blade is improved and improved to make it safe to use. Since the development of the saw blade for dry cutting, it has some advantages in operation and use. Such as higher circumferential cutting speed and cutting efficiency without reducing the service life, solid dry cutting replaces traditional resin cutting in favor of cooling wet cutting diamond saw blades. What's more important is that the dry cutting process keeps it cool in water. Providing difficult areas makes it easier to use, while saving costs by reducing subsequent removals.
For the cutting of difficult-to-cut materials, this particular market product is generally divided into three different categories based on the performance of the saw blade. The category is "specialized saw blade". This type of saw blade is mainly used by professional building contractors. Power semi-automatic cutting machine. In order to meet the requirements of high cutting speed, reliable and durable, balanced operation, long service life, and low downtime, 30-50 US purpose high-strength diamond and abrasion-resistant bonding agent are set and sintered.
The second type of saw blade is a "semi-dedicated blade" (also known as a universal blade), which is mainly used by distributors and building contractors for discontinuous long-term use. This type of blade is generally required to Different materials have constant cutting efficiency. This type of saw blade generally uses 40/50 mesh medium strength diamond.
The third type of saw blade is the "diy" type. Sharp diamonds and softer bonding agents that are inexpensive and have good brittleness can be used.
These are the common manifestations of the style and structure of commonly used small and medium-sized saw blades.
What kind of artificial diamond should be used in the stone industry
Since entering the construction industry, the application of diamond tools has continued to be promoted and developed in a wide range, replacing many traditional abrasive tools and cutting techniques. As already described above, the main reason is to ensure high production efficiency And tool life while reducing energy consumption and waste. In order to continue this trend, we hope that diamond synthesis, tool processing, powder metallurgy and equipment manufacturers will continue to promote the production of high-quality, high-performance diamond in diamond tool manufacturing. tool.
The ideal solution is to use coarse-grained, high-strength diamond.
For coarse-grained, high-strength, high-thermal-stability artificial diamonds are the potential advantages of drilling tool life and sawing efficiency.The use of coarse-grained, high-strength and good thermal stability diamond abrasives can achieve this goal.
Tags:
diamond tool
 RETURN
RETURN



Use of brazing technology in diamond tool processing
2020-04-27
This article briefly introduces diamond tools, tool classification, and brazing technology used in t...

Aspects of diamond tool performance improvement
2020-03-06
Diamond tool materials have been widely used in construction, building materials, petroleum, geology...
Summary of diamond tools for stone cutting
2020-09-09
Diamond cutting tools are a very important product of diamond tools, especially important in the stone industry. From mining to the production of final stone products, they will definitely be applied to use these sawing products. Understanding the sawing products can help us better understanding the stone processing technology and the latest stone processing information....

The development direction of diamond tools in the natural stone and civil engineering industries
2020-05-27
Abstract: Metal-bonded diamond tools were introduced in the natural stone and civil engineering industries for processing decades ago. Undoubtedly, their use has brought revolutionary changes to material removal and increased processing productivity. However, although tool performance has improved significantly However, the main factor limiting the widespread use of diamond tools is the high price. Therefore, it is particularly important to fully understand the principle and grinding performance of turning. It is true that one can predict the best processing conditions, but the grinding process Cutting knowledge is the most basic condition to achieve the best machining size and improve diamond performance. This article gives a brief overview of the processing principle and related tool and process design. Considering the stone and civil engineering industry, some diamond tool development directions are also done. Briefly described....

Concept of diamond tools concentration
2020-09-02
The volume ratio of diamond in the matrix is called the concentration, and the concentration can reach up to 400%, but this is an ideal situation. For most diamond tools, the concentration of 300% is already considered as the limit. At present, The concentration of brazing products is the highest....

Current status of diamond tools
2020-08-17
Diamond tools are widely used in various fields such as geological prospecting, stone, machinery, automobiles and national defense industries. The manufacturing technology of abrasive tools, geological drill bits and stone sawing tools for mechanical processing has been greatly improved.
...
